|
Unser Autor Robert Bayerer hat etwa 5 Jahre als Mitglied der Projektleitung von Kayser-Threde sehr intensiv an den Spiegelmodulen von XMM gearbeitet. Er berichtet in unserer neuen Rubrik »Hinter den Kulissen« über die Entwicklung von Spiegelmodulen.
XMM ( X-ray Multi Mirror) ist ein Röntgensatellit und besteht aus 3 Hauptelementen:
- Drei Spiegelmodule (plus ein Reservemodul) zur Sammlung der Röntgenstrahlung
(= Röntgenlinse)
- Detektoren
- Satellit mit Bahn- und Lageregelung, Stromversorgung, Telemetrie etc.
Wie funktioniert eine Röntgenlinse ?
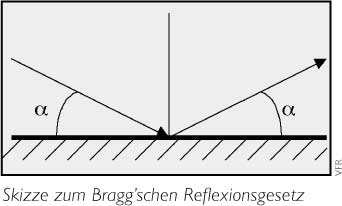
Jeder von uns kennt aus der Medizin, dass Röntgenstrahlen alles durchdringen, also auch optische Gläser, so wie sie in jeder Lupe oder Brille enthalten sind. Um eine »Röntgenlinse« zu erhalten, nutzt man für die Fokussierung eine kleine physikalische Besonderheit, die sich im sogenannte »Bragg’sche Reflexionsgesetz« äussert. Dieses Gesetz besagt, dass eine glatte Oberfläche Röntgenstrahlung reflektieren kann. Hierfür gibt es ein praktisches Beispiel aus dem täglichen Leben: Man muss flach auf eine polierte Tischplatte schauen, dann kann man dort eine Spiegelung sehen. Genau nach diesem Prinzip funktioniert eine Röntgenlinse. Allerdings muss der Einfallswinkel alpha, der sogenannte Glanzwinkel, klein genug sein, meist weniger als 5°, und die reflektierende Oberfläche extrem glatt sein.
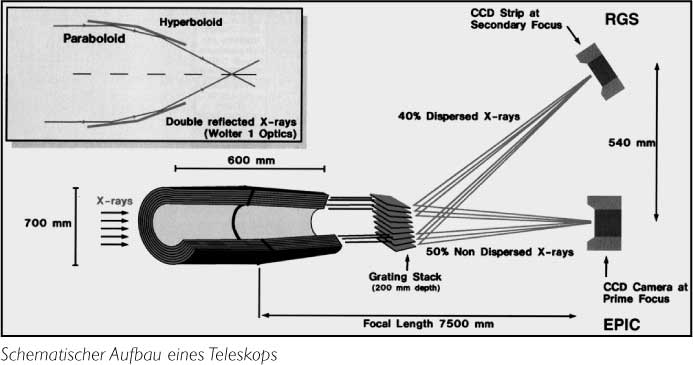
Der deutsche Physiker Wolter hat diesesPrinzip in den 20er Jahren angewandt, um daraus eine Röntgenlinse zu entwickeln. Te-leskope, die nach diesem Prinzip funktionieren, nennt man deswegen auch Wolter-Te-leskope. Dabei werden mehrere reflektie-rende Schalen ineinander geschachtelt. Jede Schale ist aus zwei geometrischen Formen zusammengesetzt. Der obere Teil entspricht einer parabolischen Form, der untere Teil einer hyperbolischen Form. Jeder einfallende Röntgenstrahl wird genau zweimal reflektiert, zuerst in der parabolischen Schalenhälfte und dann in der hyperbolischen Hälfte. Der Trick besteht nun darin, dass auch bei der zweiten Reflexion das Bragg’sche Gesetz erfüllt wird. Wie im Absatz vorher schon erwähnt, muss der Glanzwinkel alpha sehr klein sein. Dies führt dazu, dass sich der obere und der untere Durchmesser der Spiegelschale nur um durchschnittlich 2mm unterscheiden; die Schale ist damit fast ein Zylinder. Des Weiteren ist mit dem kleinem Glanzwinkel alpha auch die Brennweite (= Fo-kallänge) mit 7,5m sehr gross, zu einer gesamten Satellitenlänge von 10m führt. Wegen dieses Ausmasses und seinem Gewicht benötigte XMM auch eine ARIANE 5 Rakete statt einer ARIANE 4 zum Start.
Wie wird denn eine Spiegelschale hergestellt ?
Spiegelschalen werden in einem Galvanibad (elektrochemisches Verfahren, engl. electroforming) hergestellt. Dazu benötigt man als erstes einen Kern je Spiegelschale als Negativform. Da ein Teleskop vom Typ des XMM aus 58 verschiedenen Spiegelschalen besteht, benötigt man also auch 58 verschiedene Kerne (engl. mandrel). Jeder dieser Kerne muss hochpräzise geometrische Ab-messungen haben, da für das gesamte Teleskop höchste Anforderungen an die Genauigkeit bestehen. Die Oberfläche der Kerne wurde dazu extrem poliert (engl. super-polishing), da das Reflexions- und Streulichtverhalten der Schalen stark von der Ober-flächenrauhigkeit abhängt. Erreicht wurde eine Oberflächenrauhigkeit von weniger als 4 Å (= 0,4 nm). Dieser Wert liegt im Bereich des Durchmesser eines einzelnen Wasserstoffmoleküls, der 1 Å beträgt. Zum Vergleich für diese Güte: Wäre eine Schale 2,5km lang, dann ergäbe sich Abweichung
von der vorberechneten Form von lediglich 1mm. Hergestellt wurden die Kerne von der Firma Zeiss, Oberkochen. Im ersten Fertigungsschritt für eine Schale wird der Kern gereinigt. Im zweiten Schritt bedampft man den Kern in einer Vakuum-Kammer mit einer dünnen Schicht (2.500 Å) aus hochreinem Gold (99,98%), auf engisch »gold deposition«. Im zweiten Fertigungsschritt kommt der Kern nun in das Galvanibad, ein grosser würfelförmiger Wassertank mit ca. 1,5m Kantenlänge. In diesem Tank befindet sich eine gesättigte Nickel-Salzlösung. Zur besseren Vorstellung: eine gesättigte Natrium-Salzlösung erhält man, indem man in ein Glas Wasser soviel Kochsalz hineinschüttet, bis sich das Salz nicht mehr auflösen kann. Skizze zum Bragg’schen Reflexionsgesetz
Jetzt wird noch ein Gleichstrom angelegt (Kern = Kathode = negativer Pol / Anode= Bad = positiver Pol) und der Rest ist Warten. Es dauert ca. 50h, bis sich eine 1mm starke Nickelschicht auf dem Kern abgelagert hat. Das Ganze geschieht nach der chemischen Formel: Ni 2+ + 2 e- = Ni
Eigentlich ist es nicht ganz so einfach, denn:
- Im Bad sind noch ein paar chemische Zusätze, die den Prozess erleichtern und ein Betriebsgeheimnis sind.
- Um immer eine möglichst gleichmässige Ni 2+ - Konzentration im Bad zu haben, wird die Ni-Lösung vorsichtig umgewälzt, gleichzeitig drehen sich die Kerne langsam.
- Dabei muss die Strömung um den Kern immer laminar (wie ein ruhig fliessender Bach) sein, sie darf an keiner Stelle turbulent (wie ein reissender Bach) werden.
Für die elektrische Entladung muss ein möglichst optimales Verhältnis von Spannung und Strom eingestellt werden.
Der Prozess funktioniert, warum auch im-mer, bei einer Badtemperatur von 50 °C besonders gut.
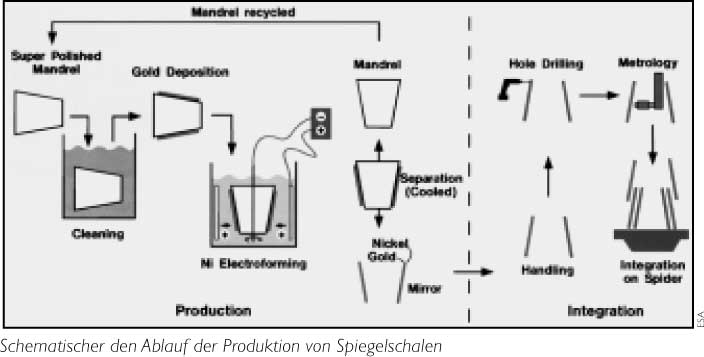
Jetzt folgt ein besonders schwieriger Schritt: die Schale muss vom Kern getrennt werden. Dabei dürfen weder der Kern noch die Schale verformt oder gar beschädigt werden. Für die Trennung nutzt man den physikalischen Effekt, dass sich verschiedene Materialien bei verschiedenen Temperaturen unterschiedlich ausdehnen. Kühlt man nun den Kern von innen mit flüssigem Stickstoff auf ca. +10°C ab, macht es urplötzlich »Plopp « - und die Schale hat sich vom Kern gelöst. Jetzt muss die Schale nur noch ganz vorsichtig, ohne zu verkanten, vom Kern gezogen werden. Von Hand ist das kaum möglich. Für das Abziehen (engl. release oder auch separation) wurde deshalb eine eigene Maschine entwickelt.
Doch warum wurde der Kern mit Gold bedampft? Beim Bedampfen des Kerns verbindet sich das Gold nicht besonders fest mit dem Aluminium Kern. Dafür hat es eine erheblich grössere Affinität zum Nickel, d.h. es verbindet sich sehr fest mit der Nickelschale. Und genau diese Tatsache macht es möglich, die Schale nach dem Galvanisieren leicht vom Kern zu trennen. Das Gold wirkt praktisch wie eine Schmierschicht, die komplett an der Schale haftet und nicht am Kern hängen bleibt. Hinzu kommt, dass Gold als Edelmetall unter normalen Bedingungen nicht oxidiert, und dass Gold ein besonders gutes Reflexionsverhalten für Röntgenstrahlung und einen relativ grossen Glanzwinkel alpha hat. In dem Zustand, in dem die Schalen nun vorliegen, sind sie besonders empfindlich gegen mechanische Verformung. Drückt man z.B. mit dem Finger oben gegen die Schale, um sie leicht zu kippen, so ist die Schale danach kaputt. Mit kaputt ist gemeint, dass sich die Schale unter ihrem eigenen Gewicht geringfügig verformt. Dies reicht aber schon aus, dass die Schale nicht mehr verwendet werden kann, sie ist damit nur noch sehr teurer Schrott. Man benötigt also einen geeigneten Mechanismus, um die Schale von A nach B bewegen zu können, ohne sie zu zerstören. Dazu werden am oberen Rand 16 kleine Löcher gebohrt. In jedes dieser Löcher kommt eine Feder, die mit ihrem anderen Ende in einen Ring ein-gehängt werden. In diesen Ring kann man nun einen Kran einhängen und die Schalen gefahrlos transportieren (z.B. in ein Zwischenlager bis zum Zusammenbau zum Teleskop). Zu diesem Zeitpunkt ist noch nichts über die optische Qualität der gerade produzierten Spiegelschale bekannt. Man muss sie also vermessen, um später beim Zusammenbau der Schalen zum Teleskop (= Inte-gration) keine unliebsamen Überraschungen zu erleben. Wenn sich erst bei der Integration herausstellen sollte, dass eine Schale schlecht ist, so muss man möglichst schnell eine neue, bessere Schale produzieren. Das dauert aber mindestens 5 Tage. Während dieser Zeit steht aber die Integration still und man verliert kostbare Zeit. Um etwas über die optische Qualität einer Schale zu erfahren, wird sie zuerst geometrisch vermessen (engl. screening). Aus diesen Daten wird eine vermutliche optische Güte berechnet. Ist diese Güte ausreichend, so durchläuft die Schale ein aufwendiges Messprogramm, um alle wichtigen Parameter (z.B. Reflexionspotential der Goldoberfläche, Rauhigkeit der Goldoberfläche) zu erfassen (engl. metrology). Durch diese Zweischritt-Verfahren kann man frühzeitig schlechte Schalen aussondern und damit unnötige Kosten für die optische Vermes-sung sparen. Der Kern wird nach dem Abziehen der Schale gereinigt und auf Beschädigungen untersucht. Er steht danach für die Produktion weiterer Schalen zu Verfügung. Für XMM wurden 4 Spiegelmodule gebaut (später wurde zu Demonstrationszwecken noch ein 5. Modul mit besonders dünnen Schalen gebaut). Im Durchschnitt wurden deshalb von jedem Kern 6 Schalen gezogen. Die Schalen wurden von der Firma Media Lario, Lecco, Italien gefertigt. Media Latio war zu diesem Zeitpunkt eine 100%ige Tochter von Kayser-Threde, München. Kayser-Threde selbst war für die Projektleitung, das System Engineering, alle Geräte für die Fertigungsunterstützung und die Integration verantwortlich.
Im zweiten Teil geht es dann um den Zusammenbau des XMM...
|
|
|